Как предотвратить появление горячих трещин в отливках?
- доля
- Время выпуска
- 2021/4/9
Резюме
Все мы знаем, что применение отливок очень широко. В настоящее время он используется в аппаратных средствах и во всей механической и электронной промышленности. Так как же нам предотвратить образование горячих трещин?
Большинство людей не понимают причины появления горячих трещин в литых деталях , включая литье под давлением, которое может привести к возникновению горячих трещин, тогда нам необходимо определить причину появления горячих трещин и предотвратить их образование.
Определение горячей трещины
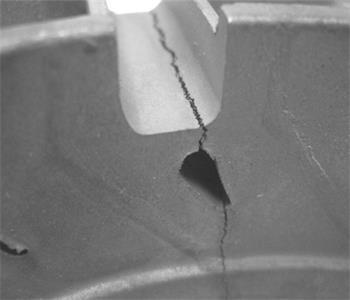
Растрескивание - это форма трещины, излом обмотки очень неравномерный, а поверхность широкая, узкая, относится к горячей трещине с механизмом, который начался после конденсации, расплавленной стали в полость формы, когда кристаллическая структура была сформирована и началось сжатие линии, в это время из-за того, что внутренняя сталь не завершила затвердевание в твердую усадку, блокируется, может вызвать напряжение в отливке или пластическую деформацию, когда они больше, чем материал при высокой температуре предела прочности , литейная трещина.
Причина образования термической трещины
После заливки жидкого металла в форму потери тепла в основном идут через стенку формы, поэтому затвердевание всегда начинается с поверхности отливки. Твердая усадка происходит, когда большое количество дендритов перекрывается, образуя полный скелет на более поздней стадии затвердевания. Однако между дендритами все еще остается слой незатвердевшей пленки жидкого металла (жидкая пленка). Если усадке отливки не препятствуют какие-либо препятствия, то дендритный каркас может свободно сжиматься, не подвергаясь воздействию силы. Когда усадке дендритного скелета препятствует песчаная форма или песчаное ядро, возникает растягивающее напряжение, если дендритный скелет не может свободно сжиматься. Растрескивание происходит между дендритами, когда растягивающее напряжение превышает предел прочности материала. Если дендритный скелет растягивается медленно, а достаточное количество жидкого металла вокруг вытянутой детали поступает в место трещины вовремя, чтобы пополниться, в отливке не возникнет термических трещин. Наоборот, если трещина не заполняется жидким металлом, в отливке возникают горячие трещины.
Причины горячих трещин отражаются в процессе и структуре литья, в том числе толщина стенки литья неравномерна, слишком мал внутренний угол; Притирка части вилки слишком большая, литая рама, ребро блокируют нормальную усадку литья; Система распыления препятствует нормальной усадке отливки. Например, распылитель находится близко к коробчатой ленте или прочность песка между распылителями очень высока, что ограничивает свободную усадку отливки. Подступенок слишком мал или слишком велик; скорость усадки линии Alloy слишком велика; Образующие элементы легкоплавкой фазы в сплаве превышают норму, а содержание серы и фосфора в чугуне высокое. Литейная коробка преждевременно осыпается песком, слишком быстро остывает.
Как предотвратить термическое растрескивание
1. Улучшить структуру литых деталей
Толщина стенки должна быть одинаковой, а угол должен быть закруглен, чтобы уменьшить концентрацию напряжений. Спицы колесных отливок при необходимости можно согнуть.
2. Улучшить качество плавления легированных материалов.
Процессы рафинирования и дегазации использовались для удаления окислительных включений и газов из жидких металлов. Следует контролировать содержание вредных примесей и применять разумный процесс плавки для предотвращения образования холодных трещин.
3. Примите правильные меры по процессу литья.
Одновременное затвердевание отливок в процессе литья деталей способствует предотвращению не только горячих, но и холодных трещин. Разумно установить положение и размер разливочного стояка, чтобы скорость охлаждения каждой части отливки была как можно более равномерной и уменьшилась склонность к растрескиванию.
Правильно определить время пребывания отливки в песчаной форме. Песчаная форма является хорошим теплоизоляционным контейнером, который может дополнительно выравнивать температуру более толстых и более тонких частей отливки, уменьшать разницу температур между ними, уменьшать термическое напряжение и уменьшать склонность к образованию холодных трещин. Увеличьте время пребывания отливки в форме, чтобы не открывать коробку слишком рано в отливке, что приводит к большему внутреннему напряжению и холодным трещинам.
Эффективные меры по предотвращению холодного растрескивания отливок из-за усадочного напряжения заключаются в том, чтобы как можно скорее после затвердевания отливок удалить железо напорной коробки и ослабить крепежное устройство песочницы за счет повышения сопротивляемости песчаной формы и песчаного сердечника. . Песчаная форма и стержень крупных отливок могут быть выкопаны заранее после заливки, чтобы уменьшить их сопротивляемость усадке отливки и способствовать равномерному охлаждению каждой части отливки. В процессе высыпания песка, очистки и обращения с отливками, столкновений и выдавливания следует избегать, чтобы предотвратить образование холодных трещин в отливках.
4. Термическая обработка старения
Для отливок с высоким напряжением литья обработка старением должна проводиться своевременно, чтобы избежать холодных трещин, вызванных чрезмерным остаточным напряжением. При необходимости термическую обработку старением следует проводить после резки стояка отливки или ремонта сваркой.
Наши отливки в песчаные формы могут быть очень хорошими для предотвращения образования горячих трещин, процесс точного литья и собственный материал в части предотвращения горячих трещин выполнены достаточно хорошо. Так что, если вы заинтересованы в кастинге, пожалуйста, свяжитесь с нами немедленно!